注:如需PDF原文,请将E-mail发送至本公司邮箱,注明所需文章即可。
王新英,谢成木
摘 要:钛合金精密铸造对模料的要求是很高的,单一的蜡质材料或松香及其衍生物或高分子聚合物都难以满足使用要求。通过对钛合金精铸用模料的组分、配比及制备工艺的研究,获得了一种综合性能较好的模料,来满足钛合金精密铸造的要求。
关键词: 钛合金 精密铸造 模料
模料是熔模精密铸造工艺用主要材料之一,它的性能和品质直接关系到精铸件几何形状的准确性、尺寸精度和冶金质量等。钛合金是一种化学活性很高的金属,在熔融状态下要和常用的各种耐火材料与粘结剂发生反应。因此,需要特殊的耐火材料和粘结剂以及特殊的制壳工艺。这样一来,一般常用模料就难以满足要求,因此需要研究一种适合于钛合金熔模精铸的专用模料。
1 钛合金精铸模料的基本要求
钛合金精铸工艺必须采用特殊的耐火材料和粘结剂以及特殊的制壳工艺,因此对模料的工艺性要求较高。首先,模料的涂挂性要好,因为钛合金精铸采用的粘结剂大都是水溶性的,表面张力比较大,对模料的润湿性不好,为获得质量较好的型壳,必须采用涂挂性好的模料。其次,模料的灰分要低,模料灼烧后残留在型壳中的残灰,大多是要与熔融钛发生化学反应的物质,如:SiO2,Al2O3,C……等等,反应结果不但会使钛合金铸件表面形成气孔、针孔,严重时还会影响铸件的内部品质。要获得优质的钛合金精铸件,模料的灰分应低于0. 05 %。再次,模料的流动性要好,为完整清晰地复制出蜡模,要求模料有良好的流动性,尤其是压注复杂薄壁铸件的蜡模时,钛合金精铸模料的流动性通常应满足S58℃≥42 mm。
模料的热物理性能主要指模料的熔化温度区间和凝固温度区间要适中,一般应在5~10 ℃范围内。模料的收缩要求小。模料的热胀冷缩小,可以提高熔模的尺寸精度,减少熔模的表面缺陷和脱蜡时型壳被胀裂的可能性,对于钛合金精铸用模料,其收缩率应小于0. 7 %。模料的力学性能要求较高,它的抗弯强度应不低于2. 0 MPa,同时应有足够的表面硬度。
2 模料组分的选择
从上述对钛合金精铸模料的基本要求可知,选择单一的蜡质材料或松香及其衍生物或高分子聚合物都难以满足要求,因为单一的组分虽然在某些性能方面满足要求,而在其他性能上就无法满足要求,例如石蜡熔点适中,塑性和流动性好,但强度低、收缩率大、耐热性差。松香及其衍生物耐热性好、收缩小、表面光亮,但质脆、粘度大,在制模温度下流动性差,所以必须选用多种组分组合在一起,使之取长补短,以获得一种综合性能良好的模料。配制优质模料,尤其是适合于液态压注的模料应遵循如下一些基本原则。
(1)模料组分中应包含非晶质组元(如松香、改性松香等)和晶质组元(如石蜡、地蜡等蜡质材料),使之取长补短。
(2)在晶质组元与非晶质组元这两类材料中必须以非晶质材料为基(溶剂),而不能相反,模料的显微结构应为在非晶相的基体中均匀地分散呈微晶结构的晶整个体系的显微结构、冷却特性及DSC 曲线主要取决于其中的晶相部分,非晶质部分无论是液态还是固态,都只起溶剂作用。
(3)晶质组元所占的比例应过半,达到1/ 2~2/ 3,以使模料熔融时有较小的粘度,较好的流动性,固态时有较好的塑性。
根据对钛合金精铸模料的基本要求以及前述的3个基本原则,结合我国的资源特点,在本研究课题中,晶质组元选用石蜡、地蜡。非晶质组元选用特级松香和二聚松香,同时,为了提高模料的强度、韧性和耐热性,添加质量分数为2 %~3 %的乙烯—醋酸乙烯脂共聚物,简称EVA。
3 模料制备工艺方法
模料配制工艺的基本要求是使模料的多元组分在熔化过程中得到充分混溶,力求均匀一致。模料在配制过程中,各组分之间一般是机械熔合,不产生任何化学反应。但是由于模料中各种组分大多是碳氢化合物,如石蜡、地蜡和松香等等,这些物质在加热时尤其是在过热条件下,都会不同程度地产生氧化、热裂解或热分解,或发生其他化学反应,使模料变质,性能恶化。所以,在配制熔化模料时应注意严格控制温度的上限和在高温下的停留时间。同时还应注意防止局部过热,对于松香基中温模料,熔化过程最高温度应控制在170 ℃以下,而且在最高温度下的停留时间越短越好。另外,配制熔化模料时应特别注意安排各组分加入的顺序,其依据是模料各组分的作用和相溶性。因此配制模料的加料顺序,原则是溶剂优先、相溶在前。
4 研制结果
4. 1 模料的抗弯强度
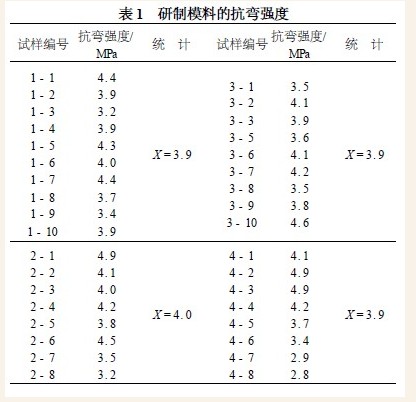
模料的组分及配比确定后,其性能也就相应地确定了,模料需要有一定的强度,以保证在生产过程中不致破坏,模料的抗弯强度按HB5350. 3 - 86《熔模铸造模料抗弯强度测定方法》测定,其结果见表1。由表1 数据可知,模料的抗弯强度为3. 9 MPa,达到了钛合金熔模精密铸造对模料的强度要求。
4. 2 模料的线收缩率
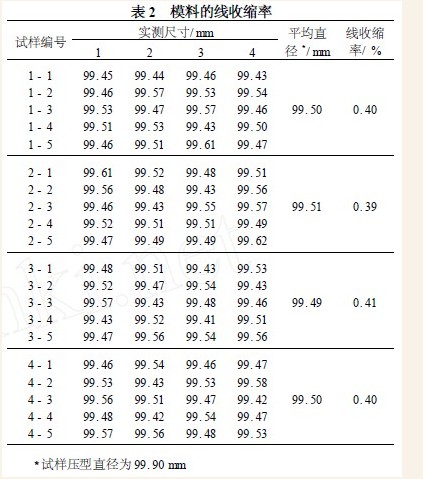
模料热胀冷缩小,可以提高熔模的尺寸精度,也有利于减少模料的表面缺陷,减少脱蜡时胀裂型壳的可能性。所以,收缩率小是模料最重要的性能要求,模料收缩率一般应小于0. 7 %。本课题研究的模料的收缩率见表2。由表2 可知:本模料的线收缩率< 0. 5 %,达到了钛合金精密铸造对模料线收缩率的要求。
4. 3 模料的灰分
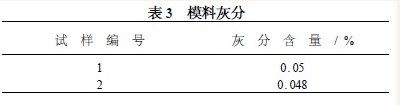
模料的灰分是指模料灼烧后的残留物,残留在型壳中的模料残质很难清除,这些残质不但会降低铸件的表面质量,严重时还会影响铸件的内部质量,通常要求灰分含量≤0. 05 %,灰分测定按HB5350. 5 - 86《熔模铸造模料灰分测定方法》进行,结果见表3。由表3 可知,新研制的模料达到了钛合金精铸模料对灰分含量的要求。
4. 4 模料的涂挂性能
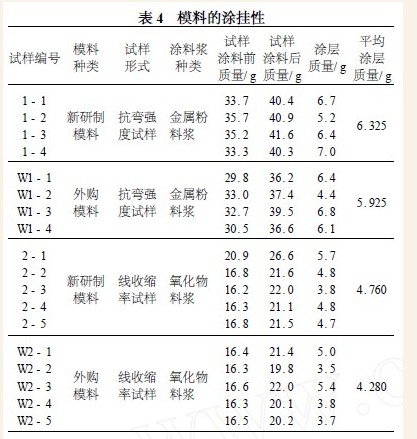
为了更直观地反映模料的涂挂性,将所研究的模料直接拿到生产现场进行涂挂试验,并与外购模料进行比较,试样为两种,一种是抗弯强度试样,另一种是收缩率试样,在两种涂料浆中进行涂挂,结果见表4。从浸涂料浆的试样外观来看,涂挂性几乎没什么差别,但在单位面积上涂挂涂层的质量,新研制模料比外购模料涂挂质量大,说明新研制模料的涂挂性比外购模料好。
4. 5 模料的表面硬度
为保持熔模表面光滑,其表面应有足够的硬度,以防摩擦损伤。表面硬度通常以针入度表示,优质模料的表面硬度多在5°~7°范围,模料太硬修饰性差,容易发脆。针入度按HB5350. 4 - 86《熔模铸造模料表面硬度测定方法》进行,测定试样温度为20 ℃,加载负荷100 g,5 s内标准针沿垂直方向插入模料的深度以0. 1mm 计,结果见表5。

5 结论与应用
新研制模料的各种性能都达到了钛合金熔模精密铸造对模料的基本要求,比外购模料性能好,在生产中采用溶剂脱蜡,浇出了外形清晰、尺寸精度合格的各种钛合金铸件,如发动机上的扩压机匣、支架和高尔夫球头等等。
|